
Contract Manufacturing 101
A Framework for Engineers Working with Contract Manufacturers

🦸 Guest Writer: Brad!
This week’s newsletter is a special edition written by written by Brad Hirayama of Pipeline Media Lab in collaboration with Justin Bushko, President @ Concise Engineering & Founder @ MedTech Manufacturing. Brad is a biomedical engineer and avid technical communicator. If you like this content, check out some more of his content here!
⚙️ Mechanical Engineering Resources:
We have put a dozen guides for mechanical engineering students and early professionals on our website
50 Hardware Startups who have raised less than $50 million (perfect internship targets)
How to handle The Behavioral Interview
What it takes to be The 10X Intern
👶 Meme Of The Week

Contract Manufacturing Basics
Most engineers approach contract manufacturer selection like a procurement exercise: gather specifications, request quotes, select the lowest bidder. Three months later, they discover their partner lacks capacity, documentation is insufficient, and actual costs bear little resemblance to the quote. Contract manufacturing is a relationship problem disguised as a procurement decision. Engineers who treat it purely as vendor selection encounter the same failures: missed timelines, cost overruns, quality issues, and eventually, expensive mid-production manufacturer switches. Success requires understanding you’re entering a partnership where both parties need specific things to work. Working with contract manufacturers requires understanding cost structures, managing technology transfer, and maintaining productive relationships. This guide provides decision frameworks and identifies common pitfalls across partner selection, pricing negotiations, documentation requirements, and ongoing relationship management.
Selecting a Contract Manufacturer
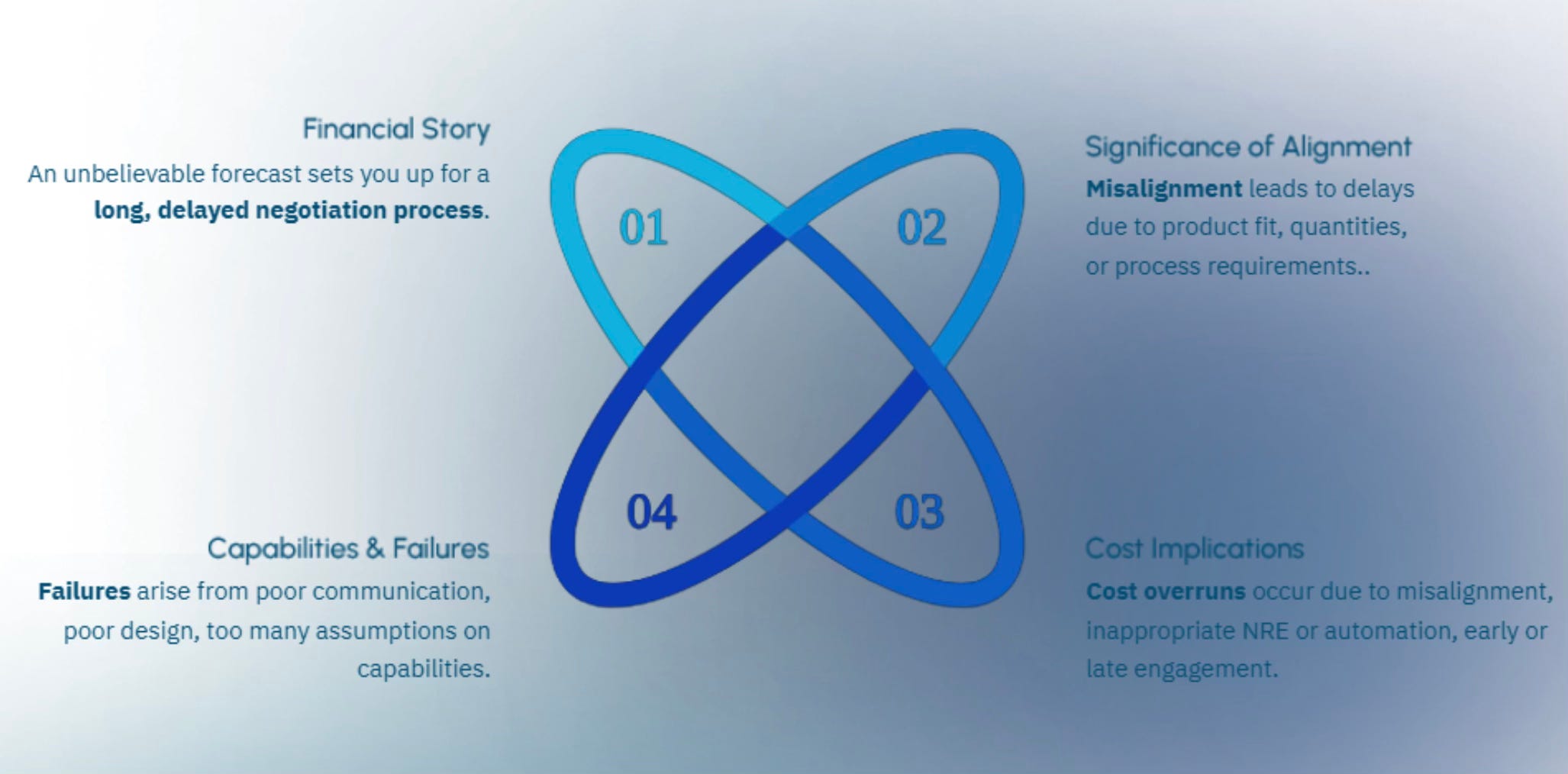
Figure 1. The Importance of Alignment in Product Development and Manufacturing Processes
Start with a minimum of five candidates. Evaluate candidates across four dimensions: technical capability, quality system alignment, capacity planning, and communication infrastructure. Engineers consistently underweight the last three. A manufacturer with perfect technical capability but misaligned quality systems generates friction on every production run. Insufficient capacity means de-prioritization when higher-volume customers demand attention. Poor communication infrastructure leaves you blind to problems until they become crises. Quality system alignment matters more than most engineers realize. If you operate under ISO 13485 and your manufacturer holds ISO 9001, expect constant translation friction. Ask specifically about their quality management system, audit history, and customer-specific requirement handling. A manufacturer accustomed to your industry’s standards moves faster and generates fewer compliance issues. Capacity planning reveals how seriously a manufacturer takes your business. Ask about other customers and equipment utilization rates. At 90% capacity, your job gets pushed whenever larger customers need something. At 40%, question why - rapid growth or customer losses. You need to know where your production fits in their priority structure.
Understanding Cost Structure
Manufacturing burden rates include direct labor, benefits, facility costs, quality oversight, equipment depreciation, inventory management, and profit margin. A $25/hour technician generates $75-95/hour in billed time. Some manufacturers separate warehousing fees (7-11% of material costs), others bundle everything. Neither is inherently better, but understand which model applies. Typical profit margins run 20-30% for standard production. Higher complexity or lower volume pushes margins higher: for assemblies like consoles and capital equipment often see 100% markups. Very high volume can compress margins to 3-5%, but these relationships carry risk. Manufacturers on razor-thin margins lack buffer for problems.
A major red flag to be aware of. Quotes significantly below market rates, unclear cost breakdowns, unwillingness to explain structure, or dramatic price changes between quotes and production. A manufacturer quoting 15% below competitors either misunderstood requirements or is underpriced to win business, planning to recapture margin through change orders. Negotiation should focus on volume commitments and payment terms rather than pure price reduction. Manufacturers respond to predictable demand. A firm commitment for 10,000 units quarterly provides planning certainty they’ll trade for better pricing.
Critical point: expect to pay for development work, samples, and tooling. Manufacturers offering “free” prototypes recover costs somewhere else like production pricing, minimum orders, or lock-in contract terms. Pay market rates for development. It clarifies the relationship and gives you negotiating position.
Technology Transfer
Documentation is heavy life prior to the transfer process: complete drawings with tolerances, bills of material with approved vendors, assembly work instructions with visual references, test procedures with acceptance criteria, and quality plans with inspection frequencies. “We’ll work with your engineering team” is not a substitute for complete documentation.
Pitfalls to be aware of: assuming documentation that works internally transfers directly to a contract manufacturer. Your internal team has tribal knowledge about material handling, common problems, and acceptable workarounds. The contract manufacturer has none of that. Every undocumented assumption becomes a production delay or quality issue.

Figure 2. Navigating the pressures of design for manufacturability and collaboration with contract manufacturers.
Ensure that you budget physical presence during technology transfer. Video calls and documentation get you 60% there. The remaining 40% requires someone on-site, watching first articles, identifying problems, and adjusting processes in real time. Plan at least one week on-site during initial production, then follow-up visits until the process stabilizes. Transfer timelines typically run 8-12 weeks from contract to first production-quality parts. Rushing creates problems that persist throughout the relationship. The manufacturer needs time to procure materials, build fixtures, train operators, and develop product knowledge. Compressing this by six weeks might save time initially, but you’ll lose it back through quality issues over the next year.
Internal Alignment and the PM Dynamic
In larger companies, the decision to work with a contract manufacturer often involves more stakeholders than just engineering. Supply chain teams typically own vendor selection and negotiations. This creates a problematic disconnect: supply chain optimizes for price, engineers deal with the consequences.
Supply chain individuals are measured on cost reduction. They negotiate aggressively, push for the lowest quotes, and prioritize landed cost above everything else. When parts arrive with quality issues, communication breaks down, or lead times slip, engineers inherit the mess. The supply chain team has already moved on to the next negotiation. This dynamic systematically undervalues the factors engineers know matter: responsive communication, technical capability, quality systems alignment, and realistic capacity planning. The problem compounds when supply chain uses RFQ processes designed for commodity purchases. They send identical specifications to ten manufacturers, evaluate responses purely on price, and select the winner without technical input. Engineers discover problems months later during technology transfer when the selected manufacturer lacks the capabilities needed or when quoted prices bear no resemblance to actual production costs.
Push for engineering involvement in manufacturer selection, even if supply chain owns the commercial relationship. Insist on technical evaluation criteria with defined weights. Make the case that upfront technical diligence prevents expensive switches later. Supply chain may control the contract, but engineering will manage the relationship. You need input on partner selection. Project managers become your primary interface with overseas manufacturers. Most contract manufacturers assign a single PM to your program who coordinates everything: engineering questions, production schedules, quality issues, and logistics. The PM translates between your requirements and their local team, converts specifications into Chinese/Vietnamese/Thai/Etc., and manages internal resources.
PM quality variance is massive. An excellent PM anticipates problems, communicates proactively, escalates early, and understands technical requirements well enough to filter noise from signal. A poor PM creates information black holes. Questions get lost, problems surface too late, and you discover manufacturing started wrong after the first shipment fails inspection. The difference isn’t subtle - it impacts every aspect of program execution. Evaluate the PM during manufacturer selection. Ask them to walk through how they handled a technical issue on another program. Request examples of how they communicate problems. Pay attention to their technical depth and English proficiency. If the PM struggles to explain their quality system or glosses over capacity constraints, you’re seeing how every future interaction will unfold. Some manufacturers rotate PMs or assign one PM to twenty programs. This guarantees communication failures. During selection, ask about PM assignment structure, their typical project load, and how long PMs stay in their roles. Stability matters. A PM who understands your product and knows your team prevents countless hours of re-explanation.
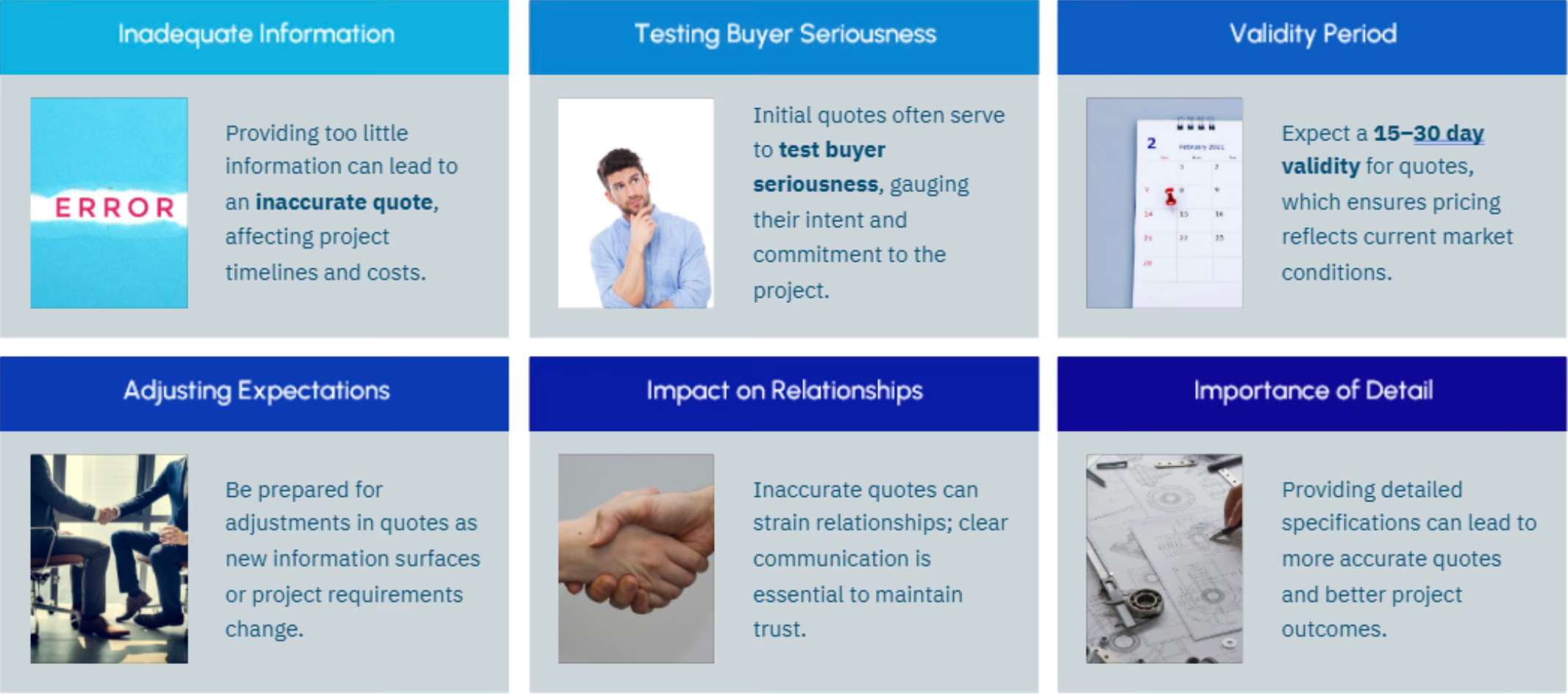
Figure 3. Key insights on engaging with your CM’s project teams.
The PM-engineer relationship often determines program success more than any other factor. Treat it accordingly. Invest time building rapport early. Share context beyond specifications. When problems arise - and they will - a strong PM relationship means faster resolution and better outcomes. Without it, every issue becomes a battle.
Managing Relationships
Weekly calls during active production are not optional. They’re where small problems get identified before becoming large ones. Establish clear protocols: who owns technical questions, who handles commercial issues, what constitutes an escalation, and response time expectations. These protocols feel bureaucratic until the first crisis. Then they prevent a three-day production halt from becoming a three-week disaster.
Forecasting accuracy directly impacts how manufacturers treat you. Forecast 5,000 units and order 4,800: you’re reliable. Forecast 5,000 and order 2,000: you’ve created planning problems. They bought material, scheduled capacity, and staffed for your forecast. When orders fall short, they remember. Next time you need expedited delivery or favorable pricing, that history matters. Contract manufacturers prioritize customers who make them money without causing problems. Profitable but high-maintenance makes you vulnerable. Another customer with comparable volume and easier management becomes more attractive. Low-volume but extremely easy builds goodwill. Low volume and high maintenance puts you first in line for de-prioritization when capacity tightens.
Making it Work
Contract manufacturing fails or succeeds based on whether both parties get what they need from the relationship. You need consistent quality, predictable costs, and reliable delivery. They need accurate forecasts, clear specifications, and reasonable profit margins. Most failures trace back to one side pursuing their requirements without understanding the other’s constraints. Engineers who succeed with contract manufacturing understand they’re managing partnerships, not transactions. They document thoroughly, communicate proactively, forecast honestly, and pay fairly. The ones who struggle optimize for initial price, assume their business is naturally attractive, and treat manufacturers as interchangeable vendors. Your manufacturing partner isn’t buying into your vision or your potential. They’re running a business that succeeds by working with customers who make them money without causing problems. Structure your relationship to be that customer.
Like this content and want more of it? Reach out to hardwareishard@gmail.com!
Love this quote, “Your manufacturing partner isn’t buying into your vision or your potential. They’re running a business that succeeds by working with customers who make them money without causing problems”
Incentives drive outcomes